Experimental evaluation of tool wear and surface roughness under different conditions in high-speed turning of Ti6Al4V alloy
DOI:
https://doi.org/10.5281/zenodo.8020503Keywords:
Ti6Al4V alloy, High-speed machining, Sustainable machining, Tool wearAbstract
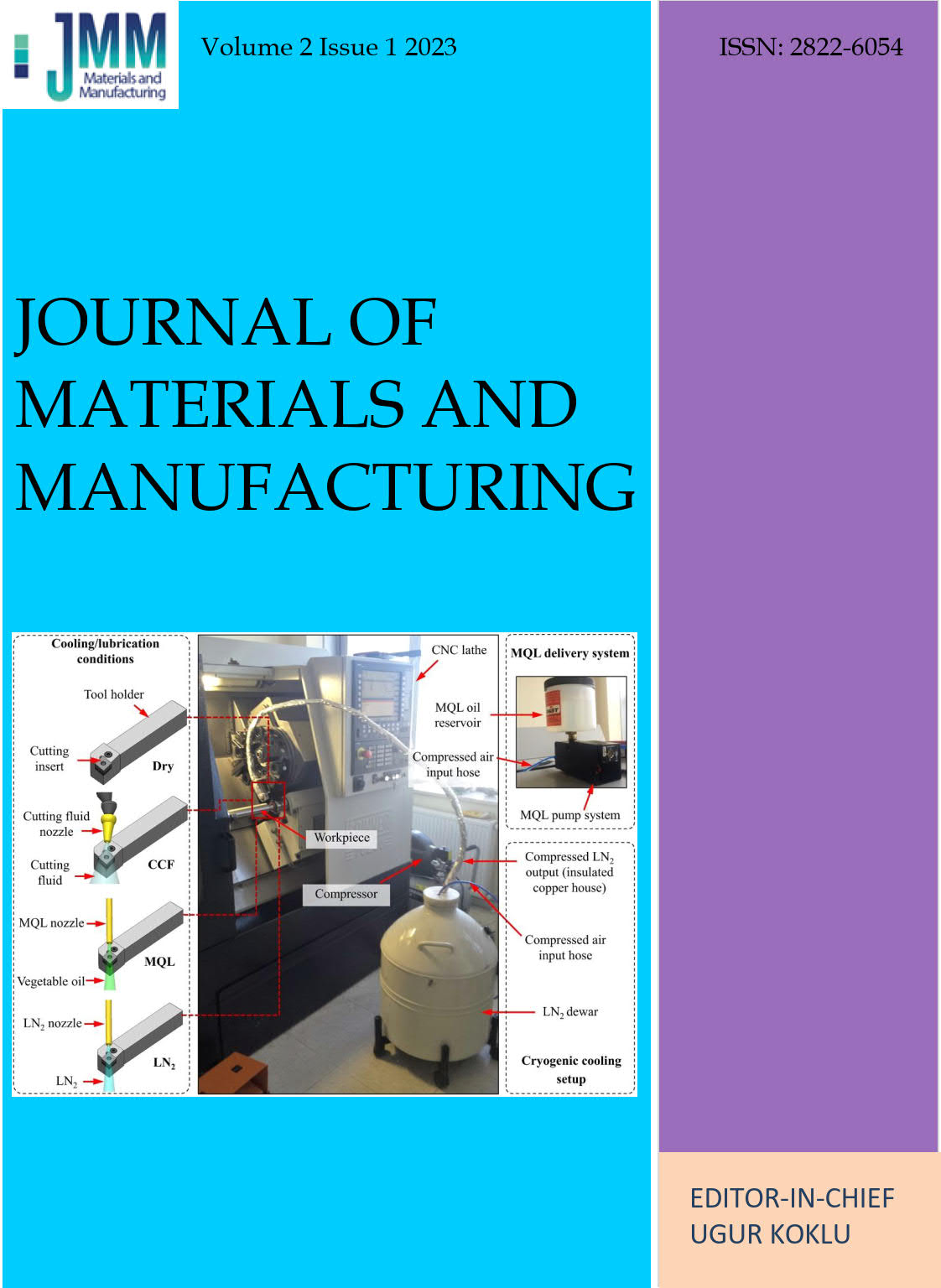
In high-speed machining of titanium alloys, due to their difficult-to-cut characteristics, tool life and surface quality are significantly affected by the generated large amount of heat in the cutting zone. High cutting speeds lead to more severe abrasion, adhesion, and diffusion wear mechanisms and thus, decrease tool life rapidly. Therefore, the application of an effective cooling/lubrication strategy is critical to improve tool performance and machined part quality. In this study, the effects of four different cooling/lubrication conditions (dry, conventional cutting fluid (CCF), minimum quantity lubrication (MQL), and cryogenic cooling) on tool wear and average surface roughness (Ra) in high-speed turning of Ti6Al4V alloy were investigated. Three cutting speeds (125, 250 and 350 m/min) were employed by keeping depth of cut (0.5 mm) and feed (0.1 mm) values constant. For each condition, the variations of flank and crater wears with cutting length were determined. According to test results, high speeds caused an increase in the cutting temperatures and this case also led to adhesive and abrasive wear mechanisms being effective simultaneously. Besides, the use of high speeds reduced the cooling/lubrication effects of cutting fluids. Due to the effective cooling and lubrication, lower Ra values were obtained under CCF conditions.